0297-48-1421
0297-48-1421
 ご相談・お問合せ
ご相談・お問合せ
 技術資料ダウンロード
技術資料ダウンロード
リリーフバルブの穴あけ個数・穴径変更によるコストダウン事例
課題
原価低減の課題
導入効果
コストダウン
業界
自動車業界
用途
オイルポンプ用のリリーフバルブ
BEFORE

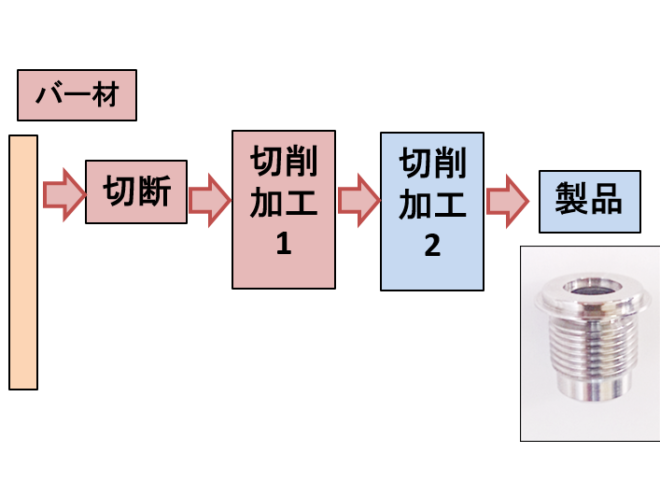
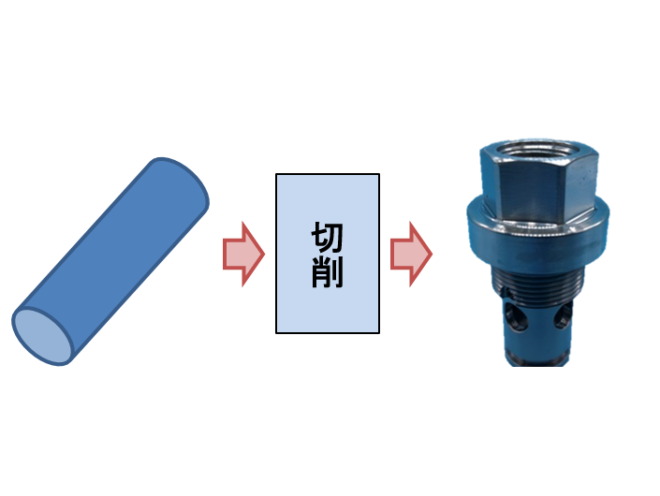
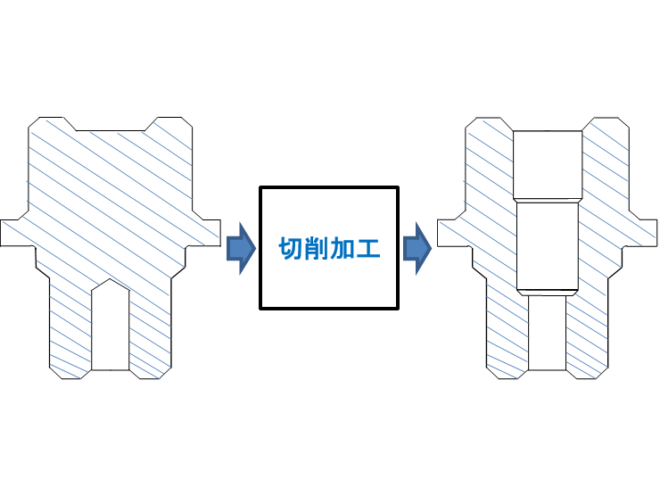
この事例は、リリーフバルブのコストダウン事例です。当初、図面にはΦ9㎜の横穴が4か所側面部に指定されており、ボディの成形を行った後に、横穴を切削により仕上げることで製品が完成となります。
本事例において、コストダウンを実現する為には、横穴加工について部品機能性を失わせることなく、変更する必要がありました。
本事例において、コストダウンを実現する為には、横穴加工について部品機能性を失わせることなく、変更する必要がありました。
AFTER

そこで、精密バルブ パーツ・継手 組立/製造センターでは、穴あけの数とその穴径について変更提案を行いました。
まずは、横穴Φ9㎜の横穴の数を2個とするよう提案をしました。これにより穴加工の時間とバリ取り工数を削減することに成功しています。
しかし、これでは部品の機能性の点で流量の確保が懸念されたため、横穴径をΦ12.8に変更した上で、穴数を2箇所としました。
これにより、Φ9㎜の穴を4か所とした場合と、同じ穴断面積となりました。
また、社内で圧力測定を行い、形状変更よる開弁圧の違いがみられていないことも確認しています。
結果として、穴数削減による加工時間・バリ取り工数の削減を実現し、1個当たり約8円のコストダウンに成功しています。
まずは、横穴Φ9㎜の横穴の数を2個とするよう提案をしました。これにより穴加工の時間とバリ取り工数を削減することに成功しています。
しかし、これでは部品の機能性の点で流量の確保が懸念されたため、横穴径をΦ12.8に変更した上で、穴数を2箇所としました。
これにより、Φ9㎜の穴を4か所とした場合と、同じ穴断面積となりました。
また、社内で圧力測定を行い、形状変更よる開弁圧の違いがみられていないことも確認しています。
結果として、穴数削減による加工時間・バリ取り工数の削減を実現し、1個当たり約8円のコストダウンに成功しています。
ポイント
このように、精密バルブ パーツ・継手 組立/製造センターではVA・VE提案を得意としており、部品の機能性を維持しつつ、コストダウンを実現するご提案が可能です。
今回は、図面変更をしつつ、機能性を失わせないVE提案がメインとなっていますが、それ以外にも様々な工法から最適な製品提案を行うVA提案も得意としており、リーズナブルな製品提供を行っています。
お急ぎの方、他社で作れないと断られてしまった製品でお困りの方は精密バルブ パーツ・継手 組立/製造センターにお問い合わせください。